Automation combines a lot of control, executive and measurement elements. These elements, selected in the right way, can create such things as cars, mashing machines and even juice. But before everyday things look like they should look, they go through a lot of stages in their creation. Each stage is some kind of a sequence, which is performed in specific way to complete a specific task.
Meaning of ‘sequence’
Sequence – an ordered series of symbols, characters, names, events, etc., constituting the structure of the system. The occurrence of subsequent elements results from a specific rule or formula. For example, the sequence determines the order in which the cable wires will be connected to the modular sockets and plugs. Wiring manufacturers use colors to label the sequence.
The term ‘sequence’ can also be used in association with computers and telecommunications, mainly refers to a constant work in accordance with rules and regulations. On this basis, it can be assumed that ‘sequence control’ refers to making the device operate in accordance with predetermined rules and conditions.
Forms of sequence control
Sequence control is very often used in everyday life. One of such a things is for example automatic car-washing. They operate in established order:


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Advantages of sequence control
Sequence control is widely used, especially in factories. In this way it is possible to automate many actions and tasks. Dangerous and simple tasks what were performed by people are now done by machines, and employees can focus on safer operations. Machines do not get tired like people. When people have a break, products are still produced using a series of planned activities, even in conditions that are harmful to people. Thanks to the machines, mass production of high-quality goods is possible.
These improvements are referred to as ‘automation of the production’ or ‘FA’ (Factory Automation). Sequence control plays an important role in FA.
Sorting – Products’ size on a belt conveyor in a production line is determined and then the products are sorted.
Cutting – The lenght of the material is measured and the machine cuts already measured fragments at set intervals.
Bottling liquids – Empty bottles are placed under the nozzle, filled with a certain amount of liquid, and then transported to next position.
Retooling – The products are counted, and when a certain number is reached, the produced product changes.
Monitoring – The amount of liquid is checked; if the specified quantity is exceeded, the bottle is removed from the line and the operator warning indicator is activated.
Part change – The barcode of the product is read and the machine changes the assembled parts depending on pre-determined destinations.
Basic sequence control
Basic sequence control is the combination of the following elements:
- Sequential control
- Conditions control
- Time limit control / counting control
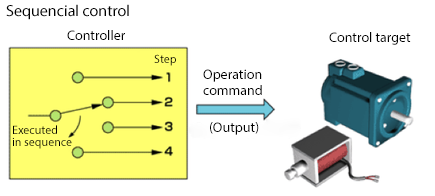
Sequential control
Sequential control, also known as “step control”, it controls the device in a pre-determined order. An example of sequential control is the car wash described above, which works after throwing money and pressing a button, thanks to which the car is washed with water and detergent and then polished. Machines usually operate according to a pre-determined sequence. In the case of machines, sequential control controls a series of operations performed by these machines. The following describes “conditional control”, which consists in performing specific activities after fulfilling certain conditions.
Conditional control
Conditional control is based on controlling the equipment based on pre-determined conditions based on status or termination signals. It is also called “interlock control” because the conditions are determined by combining the appropriate signals, so that the machine works only when it is necessary. An example of conditional control in a car wash is the start of cleaning after payment and pressing the button.

As it’s shown in the figure above, if a black box is considered as a controller, the status / termination signals originating from the machine are “input” signals, and command signals sent to the machine are “output” signals. “Machine” output signals that control the machine are based on conditions transmitted using “input signals”. The signal sent from the controlled machine becomes the next “input” signal. In this way, due to condition control, the status / termination signals form a loop between the controller and the controlled machine.
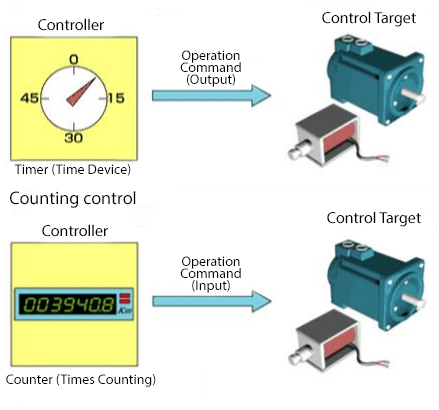
Time limit control / counting control
“Time limit control” is a type of control in which commands are sent to the controlled machine based on the time of the day or a certain amount of time that has elapsed. As it’s shown on the example of a car wash, step 2 (first washing with water) is performed, and after its completion the car wash proceeds to the next step (step 3). This is an example of time limit control. Counting control is a similar type of control, in which the actions are determined as a result of counting, e.g. the number of products or the number of repetitions of a specific action. Time limit control requires a time relay, and numerical control – a counter.
Sequential controlled systems
Contacts
The contacts can stop or allow the flow of electric current by opening / closing the circuit. Electrical parts such as switches, relays, timers and counters are equipped with contacts. Time relays and counters, which are parts of PLC controllers, can also be regarded as a type of contacts rather than a separate electrical part.
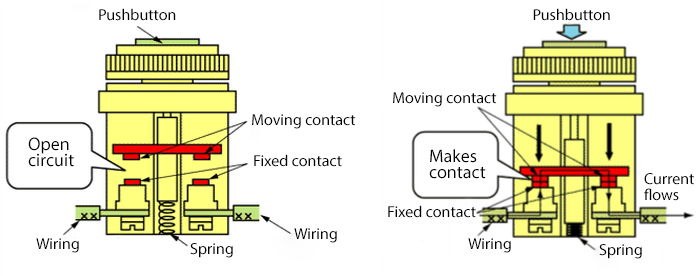
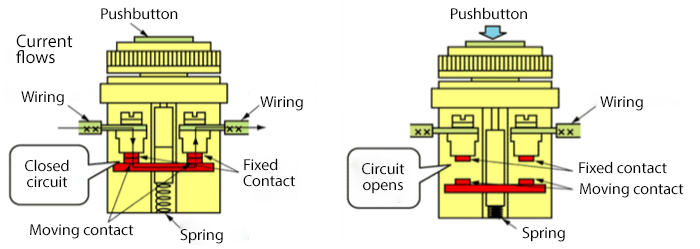
Contact a – open / normally open / make contact
The open contact closes after receiving the command. “Commands” refer to action commands. For buttons, the command is to press the button. The term “contact a” comes from “arbeit contact”. It is also called “normally open contact”.
The contact is open until the button is pressed and closes when pressed.
Contact b – closed / normally closed
The closed contact opens when the command is received.
The term “contact b” comes from “break contact”. It is also called a “normally closed contact”.
The contact is closed until the button is pressed and opens when pressed.
Relays
The relays (electromagnetic) consist of a coil and a contact. The contact can be opened or closed depending on whether or not the current flows through the coil. As explained above, we distinguish the contacts a and the contacts b. The figure below describes the “output signal of contact a”.
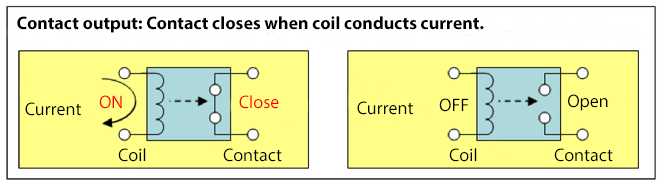
For this reason, before the introduction of PLCs, sequence control was achieved by means of a combination of relays. Currently, easier to use PLCs are used more often.
Author: Grzegorz T.